Aluminium






10 Couleurs Uniques d'Anodisation


C0 Naturel

C32 Champagne

C33 Olive

C34 Marron

C35 Noir

C45 Inox

CI63 Gris
CI65 Graphite

CI75 Vert

CI78 Anthracite

1.préparation de surface
La première étape de l' étape de préparation de surface est un dégraissage , constitué par l' élimination des huiles de surface d'aluminium et leurs dérivés et les impuretés en provenance des parties d'usinage. Une telle surface nettoyée est soumise à une digestion alcaline , visant à la suppression d'un film d'oxyde spontanée de la surface de l'article et de donner une surface mate uniforme, aspect décoratif, et compense les petits défauts après laminage ou pressage, tels que: des stries, des bandes rayures thermiques et fines.
2.anodisation + coloration
L'anodisation consiste en la préparation électrochimique d'une fine couche d'oxyde d'aluminium sur la surface de l'aluminium. Le revêtement est préparé dans une solution aqueuse d'acide sulfurique et l'élément anodisé remplit la fonction de l'anode dans ce processus. Au cours de l'électrolyse, après l'application d'une tension continue d'une certaine densité à l'anode, de l'oxygène est libéré, lequel réagit avec le métal pour former un revêtement d'oxyde transparent. Le revêtement ainsi obtenu augmente de 2/3 de son épaisseur à la surface du métal et augmente de 1/3 au-dessus. Il est beaucoup plus épais que le naturel, grâce auquel il protège efficacement l'aluminium contre une oxydation supplémentaire, à savoir la corrosion. Sa structure poreuse permet également une coloration permanente du produit par électrochimie ou une interférence avec une résistance élevée au rayonnement UV.
La coloration électrochimique
est basée sur le traitement d'un après-produit dans un électrolyte contenant des ions ions d'étain.
Le métal, réduit dans le cycle de la cathode, se dépose au fond du pore de revêtement d'oxyde et donne une couleur permanente à la surface de l'aluminium.
Cela se traduit par une gamme de couleurs allant des nuances claires aux nuances foncées du brun au noir.
La coloration interférentielle
précède l'opération de modification de la forme des pores du revêtement d'anode.
A ce stade, la structure de la partie inférieure de la couche poreuse change en lui donnant une forme sphérique.
Le revêtement modifié subit un procédé de teinture électrochimique dans des bains à base de sel d'étain, élargissant ainsi la palette de couleurs obtenue dans la coloration électrochimique traditionnelle avec des nuances de gris et de vert.
Cette méthode utilise le phénomène d'interférence - ondes de lumière réfléchie qui se chevauchent, conduisant à une augmentation ou à une diminution de l'amplitude de l'onde résultante.
La modification de cette amplitude au moyen d'un changement contrôlé approprié de la forme des pores de la couche anodique permet d'obtenir l'effet optique approprié (couleur).

3.étanchéité
La dernière étape de la technologie d'
étanchéité
anodisée repose sur la fermeture de la structure d'oxyde poreux. Le scellage à moyenne température appliqué (86-88 ° C) consiste à immerger le produit dans de l'eau déminéralisée chaude avec des additifs accélérateurs, dont le but est de remplir les pores de la surface d'oxyde avec de la boehmite. En raison de l'étanchéité, la surface de l'élément anodisé devient serrée et lisse, ce qui rend le revêtement d'oxyde résistant aux agents de corrosion atmosphérique et réduit la tendance des impuretés à se déposer à la surface du produit.
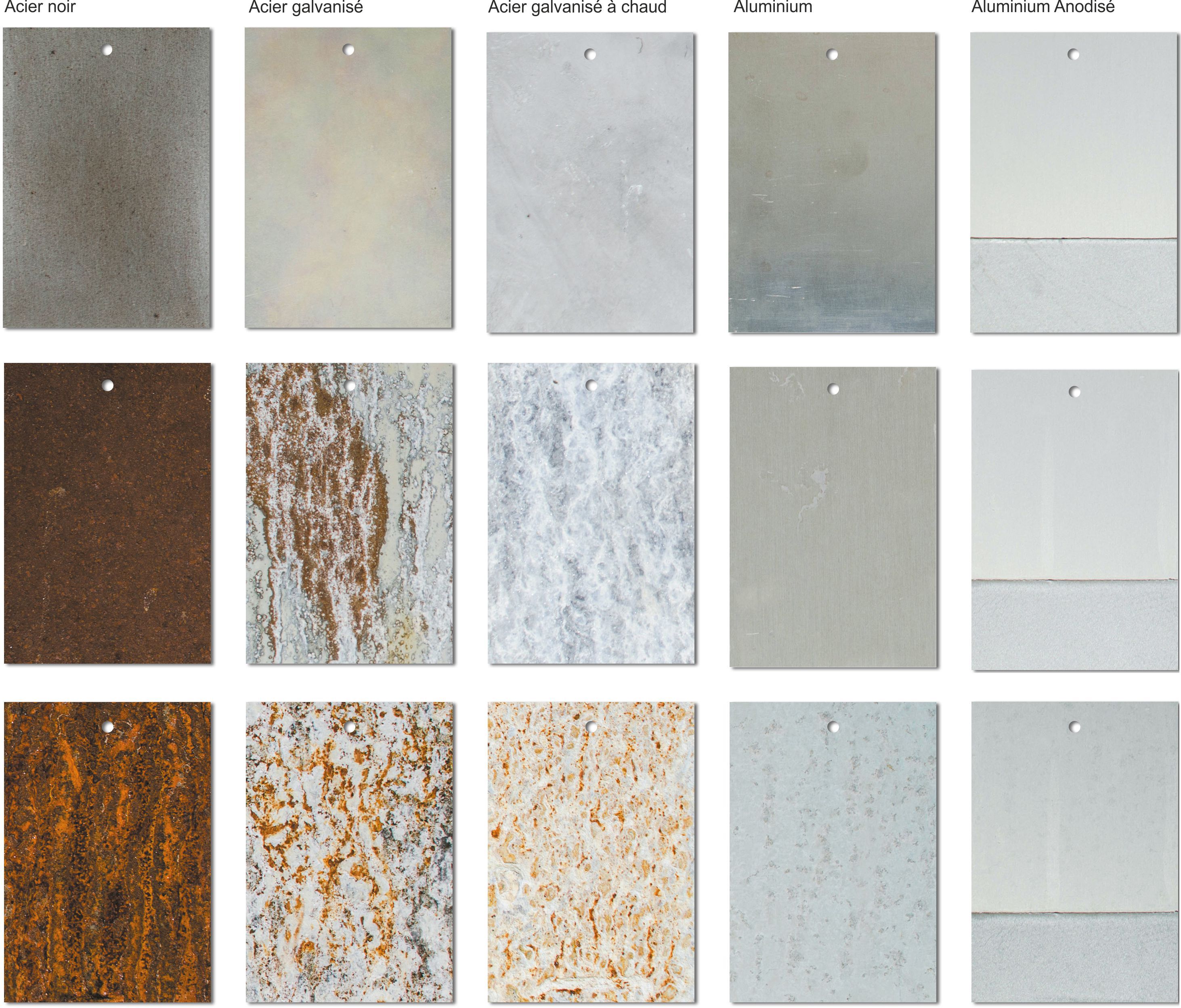
Test de Corrosion
(résultats obtenus après 20 000h d'exposition au brouillard salin )